
咨询服务热线
13087808348
责任与品质共存 诚信企业踏实经营
公司是以生产各种橡胶制品为主导产品的企业
咨询服务热线
13087808348
责任与品质共存 诚信企业踏实经营
公司是以生产各种橡胶制品为主导产品的企业

企业电话:0854-6825595
联系人:王 总 13885439689
联系人:王 总 13087808348
联系人:王经理 15085158388
网 址:www.gzlzdh.cn
地 址:贵州省黔南布依族自治州长顺县鼠场工业园
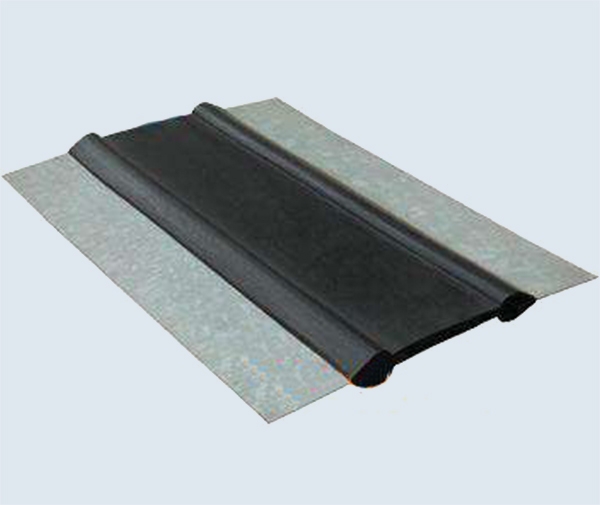
快来了解一下贵州橡胶止水带的生产工艺
加工橡胶止水带的操作规程:
1、检查使用的止水带模具规格、型号是否与生产部所下达的生产计划的止水带一样,查看模具有无损坏。
将经检验合格的模具固定在硫化机上,给硫化平板和止水带模具同时加热,直到工艺要求的温度。
在半成品库房领用经过检验过的合格的半成品胶片,且型号和所生产型号相一样。
模具温度达到硫化温度时,将一层胶片(胶片总厚度的1/2)平整的铺放在模具内,根据止水带的规格放上相应的铁芯子,再合上另一层胶片。
2、合模,在合模时应注意止水带上下模具是否错位,模具两端是否配合紧密、恰当。如果发现问题停止下压板上升,及时解决。模具合模后,压力达到生产工艺的要求,止水带硫化一分钟时启动下降开关,对止水带进行适当的放气,增加胶料的流动性并减少汽泡产生,使胶料充满模腔。并根据工艺规定硫化时间调整并确定时间。
当贵州橡胶止水带硫化到工艺规定时间后,启动硫化机的油泵下降开关,把硫化好的止水带从模具前端将止水带铁芯子抽出,剪除止水带两侧胶片,检查止水带上是否有偏芯子孔、气泡、缺胶、断梗等问题,如有缺胶断梗等能修补的及时回模修补,不能修补的做废品处理,并及时向领导反应,查找产生问题原因及时解决处理。
止水带没有外观质量问题后,用测量工具对其宽度、厚度等外观尺寸进行自检,以确定以后填模的用胶量。自检合格的止水带向操作者相反的方面拉出,并将止水带与模具对齐,防止止水带变弯,至加热板边缘200-250mm处,然后接片填模。胶片接头时,上、下胶片的长短接头部位应错开10-50mm,以免出现缺胶、断梗等质量问题。
3、用剪刀或其它工具修整上一模的止水带边缘,要求修整整齐。
4、按照上述操作程序依次出模,直至达到贵州橡胶止水带规定尺寸为止。

(本文内容来源于网络,如有侵权请联系删除)
贵州立之东虹实业有限公司 座 机:0854-6825595
电 话:王 总 13885439689 / 13087808348
电 话:王经理 15085158388
网 址:www.gzlzdh.cn
地 址:贵州省黔南布依族自治州长顺县鼠场工业园
 | |
| 扫一扫 进入手机网站 |
![]()
![]()





 贵公网安备 52272902000172号
贵公网安备 52272902000172号